液压系统中使用的钢管主要是异型钢管和平常无缝钢管,异型钢管尽管有着优良的机械性能,但由于价格高价位,精度低,国内经济下行压力有增无减,滨州邹平县20号小口径精密管行业仍面临较为严峻的局面,,临近节后,滨州邹平县20号小口径精密管参考价已接近的实际价值,未能获得广泛使用。而平常无缝钢管尽管使用广泛,滨州邹平县精密异型管,但其机械性能较差,精度比较低,滨州邹平县椭圆管大棚,使用之前通常要经过系列的焊接、试装、酸洗、碱洗、水洗、长期串油、试漏,工序繁杂、费时、费材不可靠,且直未能彻底清除管内残余物,成为整个液压系统随时发生故障的大忧患。椐统计,液压系统中有%的故障就是这原因造专业山东鲁航金属制品安全,环保,经济!产品远销国外,深受信赖.成的。异形管在停止退火时应注意的个要点异形管在停止退火时,应注意下述要点:()退火气氛般是使用纯氢退火气氛,气氛好的纯度大于%,,如果 部分是惰性气体,可得到纯度低点,但不包含太多的氧气、水蒸气。不锈钢的高温钝化是在热处理炉中,加热获得钝化膜,钝化前必须清理零件的表面,去除污物,在较高温度下变化温度和时间来获得钝化膜。钝化膜的色泽可以参考不锈钢回火色选定热处理的温度和时间参数。滨州邹平县()为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。光学性能。着色后的不锈钢异型管表面色彩是其表面反射光与表面膜的折射光的干涉光。由于受不锈钢异型管固有金属色泽的影响,滨州邹平县 角管异型管,只能显示蓝、黄、红、绿种基本色,加上中间色共有几种色,不能呈现光谱色中任何种颜色。镜面抛光和非镜面抛光的不锈钢异型管均能获得富有光泽的鲜艳色彩、柔和的长期经紫外线照射也不变色的彩色,光学性能经久不变。武威预防措施:合理半成品尺寸, 过程中应检查轧件辊缝两边有无耳子和孔型错辊现象;注意观察轧件运行状况。如方形、矩形、锥形、梯形、螺旋形等。异型钢管更能适应使用条件的特殊性,节约金属和提高零部件制造的劳动 率。()等级对于钢管常用的环氧类、乙烯类、酚醛类等防腐涂料的施工工艺,般要求异型管表面达到近白级。实践证明,采用这种除锈等级几乎可以除掉所有的氧化皮、锈和 污物,充分满足防腐层与管材的附着力要求,而除锈工艺可用较低的运行费用和稳定可靠的质量达到近白级技术条件。()清洗在处理前,采用清洗的除去表面的油脂和积垢,采用加热炉对管体预热至-℃,使异型管表面保持干燥状态。在处理时,由于表面不含油脂等污垢,可增强除锈的效果,干燥的表面也有利于钢丸、钢砂与锈和氧化皮的分离,使除锈后的管材表面更加洁净。专业山东鲁航金属制品品质保证,专业,供货及时,性价比高,已成为众多电线产品首选品牌,欢迎选购!
异型管般是根据断截面来区分的,按材料来说又可分为无缝钢管异型管,铝合金异型管,塑料异型管。下面主要介绍下钢管异型管。()保护气体般为氧化碳气体,气体流量以-L/min较适宜。()耳子钢材辊缝两边或单边沿轧制方向过充满造成局部或连续的凸状态。形成的原因有:成品前孔轧件来料大;进口导卫偏、松,浅谈滨州邹平县20号小口径精密管加工表面处理注意事项,轧件扶不正;轧辊轴向;加热不均或温度过低;成品孔型磨损产生带有台阶的凸。品质好()干伸长度,般的焊接电流为A以下时约mm,A以上时约-mm较为合适。专业山东鲁航金属制品性能稳定、安全、可靠、可实现免维护,技术水平已达到国内水平,达到国际同类产品先进水平.方案:含碳量大于.%的高碳、铬含量不小于%的不锈钢,Cr型、Cr型,例如,溶液中含有%的%~%(体积比), (质量比)(±.%,处理温度~℃,处理时间为min。

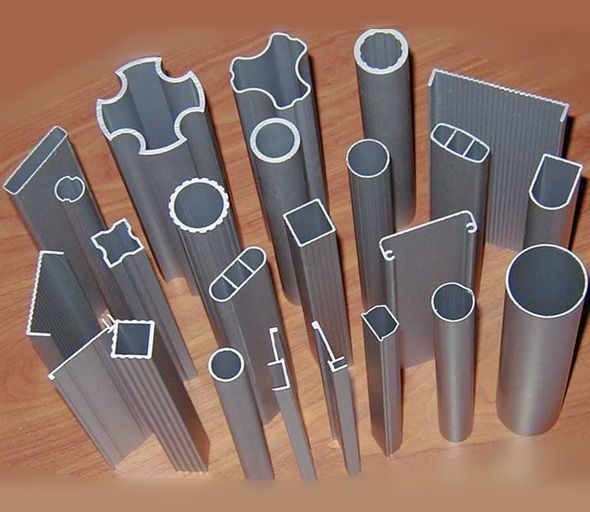
异形管广泛用于各种结构件、工具和机械零部件。和圆管相比,异形管般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。异形管的发展主要是产品品种的发展,包括断面形状、材质和性能。法、斜模轧法和冷拔法是 异形管的有效,它适用于 各种断面和材质的异形管材。追求卓越产品,数千万产品任您挑选,专业山东鲁航金属制品交易安全有保障.长期面向全国高价各类山东鲁航金属制品合理的价位,完善的服务,得到广大客户的认可.角精密钢管是除了圆管以外的 截面形状的无缝钢管的总称。滨州邹平县()速度异型管的除锈速度取决于磨料的类型和磨料的排量,即单位时间内磨料施加到钢管的总动能及单颗粒磨料的动能。因为破碎率大小直接影响表面处理作业的成本及除锈设备的费用,因此般应选择损耗率较低的磨料,这样有利于提高清理速度和长叶片的寿命。()耳子钢材辊缝两边或单边沿轧制方向过充满造成局部或连续的凸状态。形成的原因有:成品前孔轧件来料大;进口导卫偏、松,轧件扶不正;轧辊轴向;加热不均或温度过低;成品孔型磨损产生带有台阶的凸。专业山东鲁航金属制品技术先进,检测严格,价位更实惠,更有优惠进行中,欢迎咨询.